We hope you find our FAQs helpful and informative. If you have questions not answered here, submit them to PLIB using our Ask the Inspector form. We will get back to you by phone or email, whichever is your preference.
Glulam general
Adhesives used in structural glued laminated timber (glulam) are engineered to be as strong as the wood substrates which they bond. They are subject to stringent manufacturing requirements and rigorous qualification testing prior to acceptance for use. Additionally, tests for strength and durability are performed in the laminating plant on a daily basis. These measures result in an adhesive bond with strength and durability comparable to the wood itself. Consequently, fasteners such as bolts and nails can be placed without regard to the location or orientation of bond lines.
- Typically, full-length laminations of 302 tension lamination quality with AITC-certified finger joints are not available to the contractor performing the repair. The most critical part of the beam is the tension lamination. Unless it is properly graded and manufactured with certified end joints, the strength requirements of the beam will not be met. This alone typically precludes adding laminations to the bottom of the beam. As an alternative, adding new laminations of laminated veneer lumber (LVL) may be considered. The additional lamination should extend the full length of the beam with no field splices attempted. The LVL should have a 5th percentile tension strength of at least 1.67 times the nominal glulam bending strength. This translates into a minimum published LVL tension strength of 80% of the published glulam bending strength – for a 24F beam, a minimum LVL tension value of 1920 psi is needed). If this strength of LVL is not available, the allowable stress must be reduced proportionately.
- If high-strength laminations can be obtained, another issue remains: assuring bond quality for the added laminations. It is difficult to ensure the proper cleaning and surfacing of the bottom of the beam and adequate application of pressure to the bond line in the field. Southern Pine generally also requires fresh surfacing to ensure adequate bonding. Sanding is not recommended, because it reduces bond strength. LVL typically does not have a smooth surface and often has oils or other contaminants on the surface that may interfere with bonding. Lightly planing the LVL to remove surface irregularities (such as lumps caused by lap joints in the veneers) and contaminants is advised. A fully-waterproof, gap-filling adhesive should be used after careful preparation of the surfaces to be bonded. The gap-filling adhesive should meet the requirements of ANSI A190.1-2022, Section 8.2. Additionally, some bond line specimens should be made for testing at the time of the repair as an additional quality check. Standard delamination tests (AITC Test T110) and shear tests (AITC Test T107) should be conducted on the specimens to verify acceptable bond quality. These documents are now consolidated into AITC 200-2024, Manufacturing Quality Control Systems Manual.
- A third issue that needs to be considered with this type of repair is the possibility of creating a notch that doesn’t meet code requirements. Typically, it is impossible to add laminations over the supports for a beam in service. This consequently results in a notch at the end of the beam that must be accounted for in the design, see 5.4.5, National Design Specification® (NDS®) for Wood Construction 2018, Section 3.4.3.2. The flatwise shear value of the LVL or new lamination should be used in this calculation. The notch must also meet the prescriptive requirements of being no more than 10% of the beam depth or 3 inches, whichever is less.
- Outer fiber (tension) stresses in the new lamination(s) (based on transformed section analysis) should be limited to a maximum of 10% above the nominal bending strength of the glulam beam. For the transformed section analysis, lay-up details for the glulam beam can be obtained from the current edition of ANSI 117. Modulus of elasticity (E) values for the laminations in the existing beam can be determined using the lamination grades from the lay-up tables and the E values for uniform-grade glulam timbers of the corresponding grade.
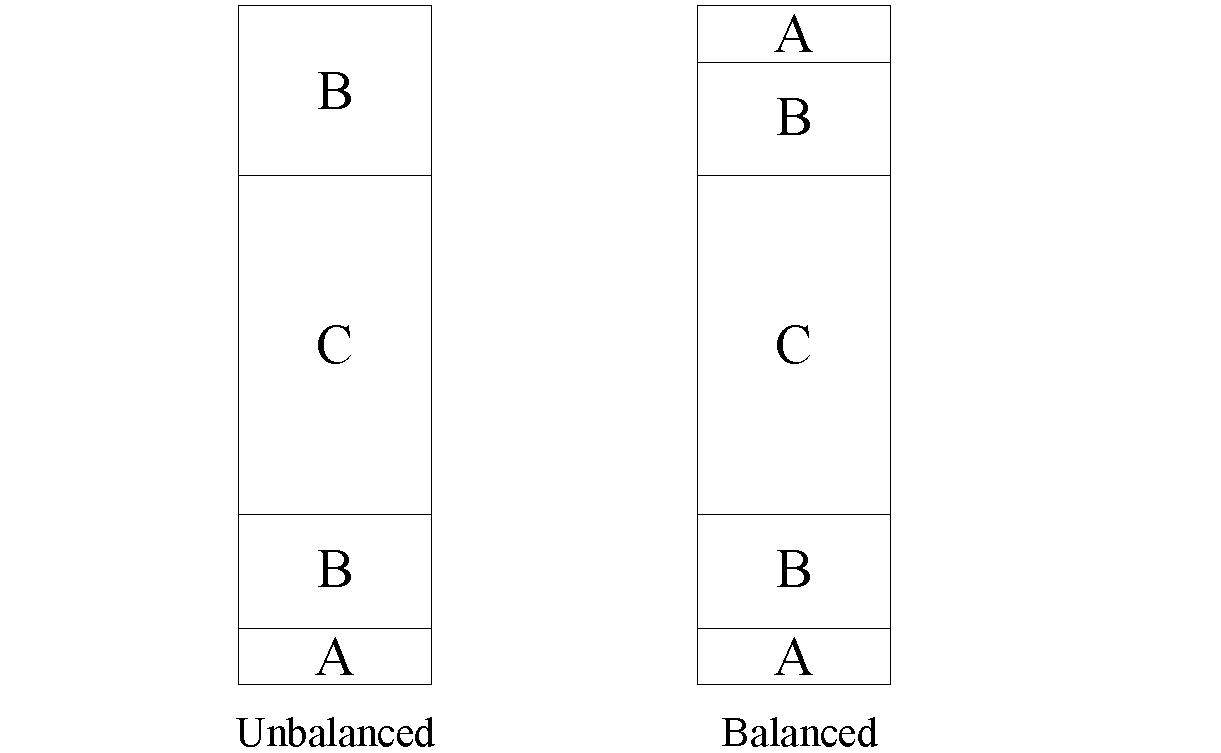 Glulam beams are typically designed with the highest quality laminations placed in zones of maximum expected flexural tension stresses. A somewhat lower grade can be used to resist flexural compression stresses with no reduction in beam capacity. Consequently, lay-ups are divided into two categories: balanced and unbalanced (see Figure). Balanced beams are typically used for continuous-span and cantilevered applications where both the top and bottom of the beam will be subject to flexural tension. Unbalanced beams are preferred for simple spans because they use lumber resources more efficiently and are consequently more economical than balanced beams. Unbalanced beams can also accommodate short cantilevers (up to about 20% of the main span).
Glulam beams are typically designed with the highest quality laminations placed in zones of maximum expected flexural tension stresses. A somewhat lower grade can be used to resist flexural compression stresses with no reduction in beam capacity. Consequently, lay-ups are divided into two categories: balanced and unbalanced (see Figure). Balanced beams are typically used for continuous-span and cantilevered applications where both the top and bottom of the beam will be subject to flexural tension. Unbalanced beams are preferred for simple spans because they use lumber resources more efficiently and are consequently more economical than balanced beams. Unbalanced beams can also accommodate short cantilevers (up to about 20% of the main span).
To avoid improper installation, glulam beams are distinctively marked with a “TOP” stamp. Protective wrappings on glulam beams are also typically stapled on the top face of the beam to avoid damaging the faces that will be exposed to view in the finished structure.
Unbalanced layups are optimized for simple spans, and balanced layups are optimized for multiple spans. Letters symbolize the relative quality of laminations (A represents the highest quality, C represents the lowest quality in lay-up).
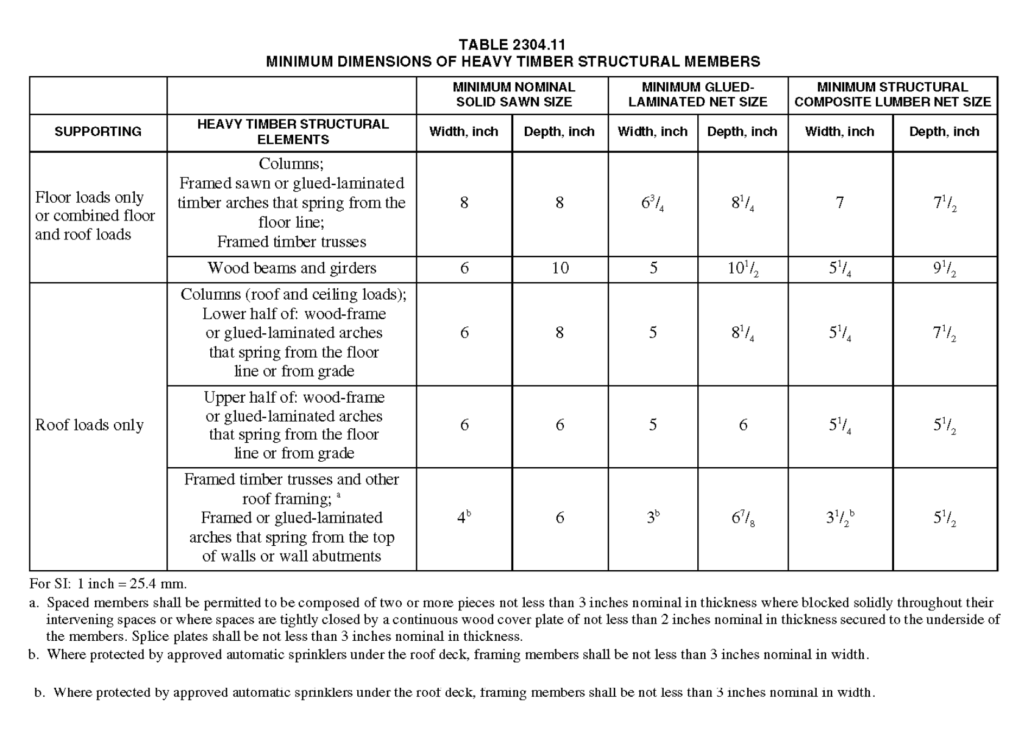
Heavy Timber Construction (HTC) is a specific type of construction recognized in the building codes for its excellent fire performance. To achieve the required performance, minimum sizes of all structural timber members are prescribed and concealed spaces (such as attics and crawl spaces) are prohibited. The minimum prescribed sizes in the building code are typically expressed in nominal dimensions for sawn timbers. A table with equivalent minimum sizes for structural glued laminated timber is provided by the International Building Code. When properly sized according to this table and all loading requirements, glulam meets the requirements of heavy timber construction.
Glulam can also be encased by protective materials such as gypsum wallboard to increase its fire resistance. The protective material insulates the glulam, protecting it from the high temperatures of the fire. Recent research at the USDA Forest Products Laboratory suggests that a single layer of 5/8“. Type X gypsum wallboard will provide 30 minutes of protection and two layers will provide 60 minutes of protection.
In and of itself, cupping will not reduce the strength or stiffness of the glulam beam, however, cupping can cause an eccentric loading, inducing torsion in the section. Severe cupping may also interfere with the installation of the beam. Generally speaking, a small amount of cupping will not reduce the design capacity of a beam. However, if there is a concern, a structural engineer should be consulted to evaluate the effects of any cupping-induced torsion in the beam.
Glulam timbers will perform similarly to sawn lumber of the same species when used outdoors. For unprotected outdoor exposure the wood used must be heartwood of a naturally durable species or pressure-treated with an approved preservative to ensure durability. The International Building Code 2018, Section 2304.12.2.4 states, “ The portions of glued-laminated timbers that form the structural supports of a building or other structure and are exposed to weather and not fully protected from moisture by a roof, eave or similar covering shall be pressure treated with preservative or be manufactured from naturally durable or preservative-treated wood.” AITC 109-2023 explains preservative treatment options for glulam.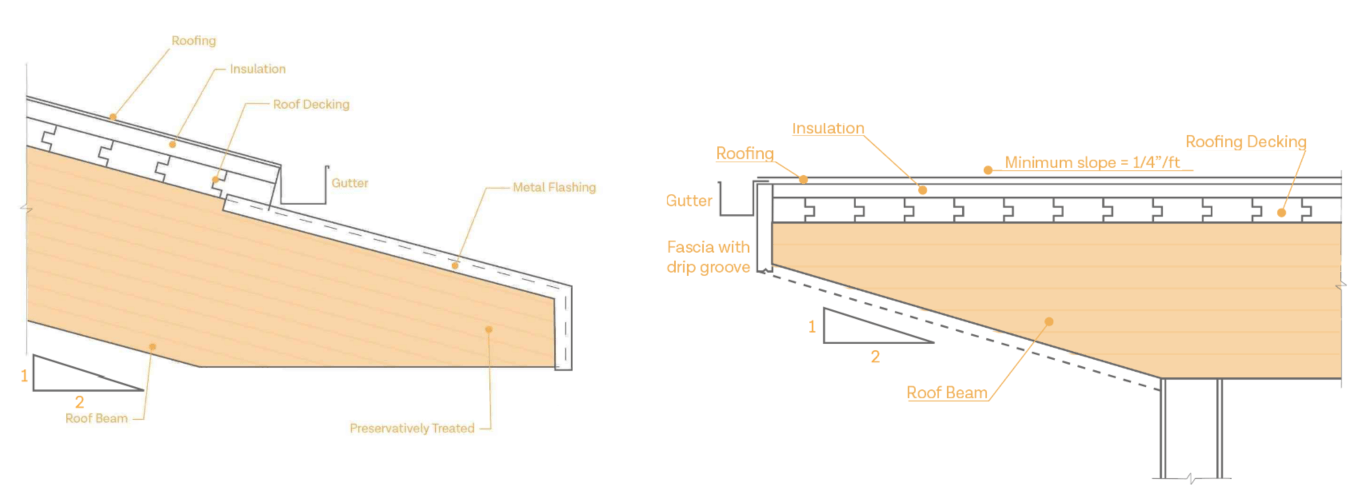
Glulam does not require preservative treatment where it is protected from exposure to rain and snow. The humidity in the air is not generally sufficient to raise the moisture content of the wood to a level that will support decay. If the wood is kept dry, it will not decay. A well-detailed roof with fascia or flashing to protect the beam ends is usually sufficient protection for a timber beam. As a rule of thumb, wood should be kept above a plane drawn from the lowest point of the roof or fascia toward the structure at a slope of one vertical unit for every two horizontal units or be pressure-treated or naturally durable (See figures pictured right). Detailing recommendations and related information are contained in AITC Technical Notes AITC-TN-12-2023 and AITC-TN-13-2023 and Standard AITC 104-2003.
Adhesives used in structural glued laminated timber (glulam) are engineered to be as strong and durable as the wood substrates which they bond. They are subject to stringent manufacturing requirements and rigorous qualification testing prior to acceptance for use. Additionally, tests for strength and durability are performed in the laminating plant on a daily basis. These measures result in an adhesive bond with strength and durability comparable to the wood itself.
It is permissible to drill a vertical hole through a glulam beam, subject to approval by a qualified engineer. AITC-TN-19-2023 gives guidelines for the analysis of glulam beams with holes and notches.
Certain construction jobs in the State of California (schools for example) require a DSA approved inspector onsite. These glulam special inspectors can be found on the DSA Certified Glulam Inspector List. You can also contact AITC Inspector John Zachariou for additional information at 707.755.0223 or jzachariou@plib.org.
Treating Glulam Timbers with Waterborne Preservatives
In general, the laminated timber industry recommends against using waterborne preservative chemicals to pressure-treat structural glued laminated timbers after bonding. This recommendation is intended to prevent appearance problems caused by the treatment and subsequent re-drying. However, pressure-treatment with waterborne chemicals after bonding does not generally make the laminated timber structurally unfit. Treating structural glued laminated timber (glulam) with waterborne chemicals after bonding may be a viable option for applications where appearance is less critical.
While not generally recommended due to aesthetic issues, the pressure-treatment of structural glued laminated timbers with waterborne preservatives after bonding may be a viable option for many uses where appearance is less critical. Adhesives used in modern glulam are extremely durable and are considered waterproof. Glulam timbers treated after bonding will accept treatment and resist decay similar to treated sawn timbers of the same species and will perform similarly in service. If the appearance of this product is acceptable to the consumer, it can be used successfully in applications where treated wood is required.
Pressure-treatment is a process of applying preservative chemicals to wood to increase its resistance to decay. Pressure-treated wood is used in applications where wood will be wet and subject to decay. (See AITC 109-2023, AITC TN-12-2023).
Pressure-treated glulam will accept treatment and resist decay similar to sawn timbers of the same species. Provided that the structural requirements of the application are met, treated glulam timbers can be used in place of treated sawn timbers.
Pressure treatment of properly manufactured structural glued laminated timber members will not cause delamination. Delamination refers to adhesive failure leading to separation of bond lines. Adhesives used in modern glulam products must meet stringent standards for moisture resistance and durability. Additionally, adhesive bonds in glulam must also pass rigorous daily testing for strength and durability. Consequently, delamination is very rare in structural glued laminated timber whether it is pressure-treated after bonding or not. Checks can occur along bond lines due to stress concentrations between laminations and are often mistaken for delamination. The presence of wood fiber separations or torn wood fibers at the bond line is the key distinguishing characteristic of checks (AITC-TN-11-2023).
How will pressure-treatment with waterborne chemicals after bonding affect the appearance of glulam?
 Checking on glulam beam treated with alkaline copper quaternary (ACQ) after bonding:
Checking on glulam beam treated with alkaline copper quaternary (ACQ) after bonding:
 Raised grain, shelling, and checking in glulam beam treated with chromated copper arsenate (CCA) after bonding:
Raised grain, shelling, and checking in glulam beam treated with chromated copper arsenate (CCA) after bonding:
Some species do not accept treatment well and require incising while others can be treated successfully without incising. Southern pine is generally not incised, while Douglas fir typically requires incising for adequate penetration of the preservative.
The most common waterborne chemicals used to treat timbers include copper azole (CA-C), ammoniacal copper zinc arsenate (ACZA), and chromated copper arsenate (CCA). Ammoniacal copper quaternary (ACQ) is also occasionally used. There are two ways laminated timbers are treated, the laminations are treated prior to gluing and the laminated timber is treated after gluing. The approved adhesives are listed in AITC 109, Tables 3 and 4.